CNC-Horizontalbearbeitungszentrum

Horizontales Bearbeitungszentrum
Horizontale Drehmaschine
Maschinenfunktionen
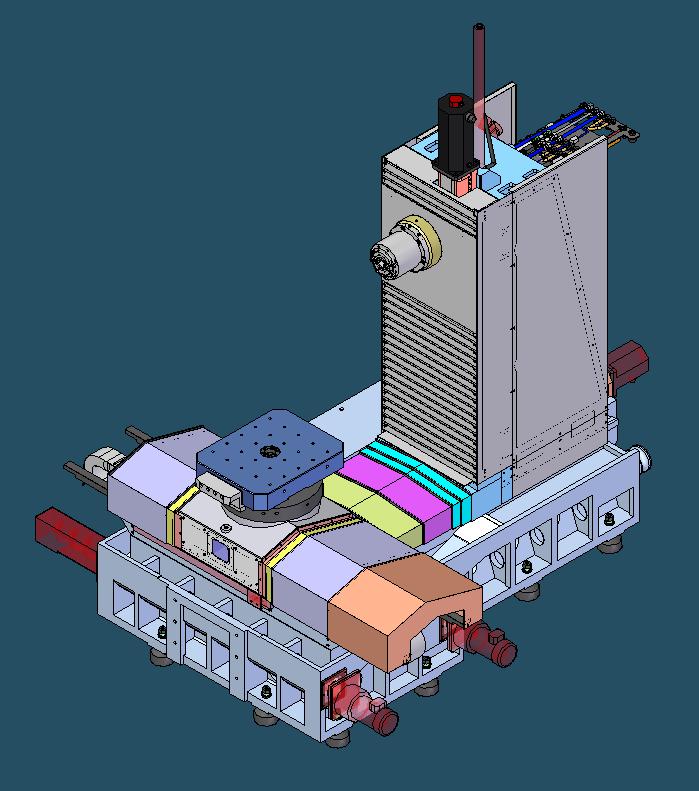
Das horizontale Bearbeitungszentrum der H-Serie verfügt über eine international fortschrittliche T-förmige Gesamtbettstruktur, eine Portalsäule, eine hängende Kastenstruktur, eine hohe Steifigkeit, eine gute Beibehaltung der Genauigkeit und ist für Präzisionsschränke geeignet.
Für die Bearbeitung von Teilen können Mehrflächenfräsen, Bohren, Reiben, Bohren, Gewindeschneiden usw. in einer Aufspannung gleichzeitig durchgeführt werden. Maschinen werden häufig in Automobilen, im Schienenverkehr, in der Luft- und Raumfahrt, bei Ventilen, Bergbaumaschinen und Textilmaschinen eingesetzt , Kunststoffmaschinen, Schiffe, Elektrizität und andere Bereiche.
Spezifikation
| Artikel | Einheit | H63 | H80 | ||
| Arbeitstisch | Werkbankgröße (Länge×Breite) | mm | 630×700 | 800×800 | |
| Workbench-Indizierung | ° | 1°×360 | |||
| Arbeitsplattenform | 24×M16 Gewindeloch | ||||
| Maximale Belastung des Arbeitstisches | kg | 950 | 1500 | ||
| Maximaler Drehdurchmesser des Arbeitstisches | mm | Φ1100 | Φ1600 | ||
| Reisen | Bewegen Sie den Tisch nach links und rechts (X-Achse) | mm | 1050 | 1300 | |
| Der Spindelstock bewegt sich auf und ab (Y-Achse) | mm | 750 | 1000 | ||
| Die Säule bewegt sich vorwärts und rückwärts (Z-Achse) | mm | 900 | 1000 | ||
| Abstand von der Spindelmittellinie zur Tischoberfläche | mm | 120-870 | 120-1120 | ||
| Abstand vom Spindelende zur Mitte des Arbeitstisches | mm | 130-1030 | 200-1200 | ||
| Spindel | Nummer der Spindelkegelbohrung | IS050 7:24 | |||
| Spulengeschwindigkeit | U/min | 6000 | |||
| Leistung des Spindelmotors | Kw | 15./18.5 | |||
| Spindelausgangsdrehmoment | Nm | 144/236 | |||
|
| Werkzeughalterstandard und -modell | MAS403/BT50 | |||
| Füttern | Schnelle Bewegungsgeschwindigkeit (X, Y, Z) | m/min | 24 | ||
| Schnittvorschub (X, Y, Z) | mm/min | 1-20000 | 1-10000 | ||
| Vorschubmotorleistung (X, Y, Z, B) | kW | 4,0/7,0/7,0/1,6 | 7.0/7.0/7.0 | ||
| Ausgangsdrehmoment des Vorschubmotors | Nm | X、Z:22;Y:30;B8 | 30 | ||
| ATC | Kapazität des Werkzeugmagazins | Stck | 24 | 24 | |
| Methode zum Werkzeugwechsel | Armtyp | ||||
| Max.Werkzeuggröße | Vollständiges Werkzeug | mm | F110×300 | ||
| Angrenzend ohne Werkzeug | F200×300 | ||||
| Werkzeuggewicht | kg | 18 | |||
| Werkzeugwechselzeit | S | 4,75 | |||
|
Andere | Luftdruck | kgf/cm2 | 4~6 | ||
| Druck des Hydrauliksystems | kgf/cm2 | 65 | |||
| Fassungsvermögen des Schmierstofftanks | L | 1.8 | |||
| Fassungsvermögen des Hydrauliköltanks | L | 60 | |||
| Kapazität der Kühlbox | L | Standard: 160 | |||
| Durchfluss/Förderhöhe der Kühlpumpe | l/min,m | Standard: 20 l/min, 13 m | |||
| Gesamte elektrische Kapazität | kVA | 40 | 65 | ||
| Maschinengewicht | kg | 12000 | 14000 | ||
|
| CNC-System | Mistubishi M80B | |||
Hauptkonfiguration
Die Maschine besteht hauptsächlich aus Basis, Säule, Gleitsattel, Indexiertisch, Wechseltisch, Spindelstock, Kühlung, Schmierung, Hydrauliksystem, vollständig geschlossener Schutzabdeckung und numerischem Steuersystem.Das Werkzeugmagazin kann mit Scheiben- oder Kettenmagazin ausgestattet sein.
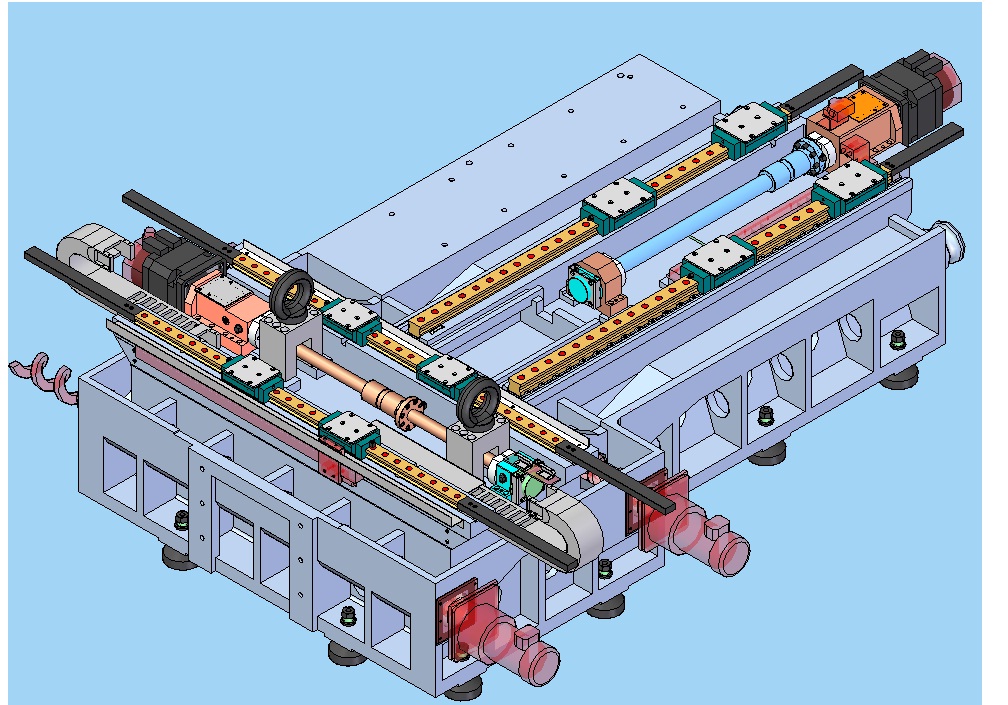
Base
Um die Antivibrationsleistung zu verbessern, wird vorgeschlagen, das Bett der horizontalen Maschine in umgekehrter T-Form mit der besten Vibrationsfestigkeit der Welt anzunehmen, mit einer kastenförmigen geschlossenen Struktur und den vorderen und hinteren Betten integriert.Das Bett ist mit zwei linearen Rollführungs-Installationsreferenzebenen für die Bewegung des Arbeitstisches und der Säule ausgestattet.Im Hinblick auf die Bequemlichkeit der Spanabfuhr und des Auffangens des Kühlmittels ist geplant, auf beiden Seiten des Bettes Spannuten einzurichten.
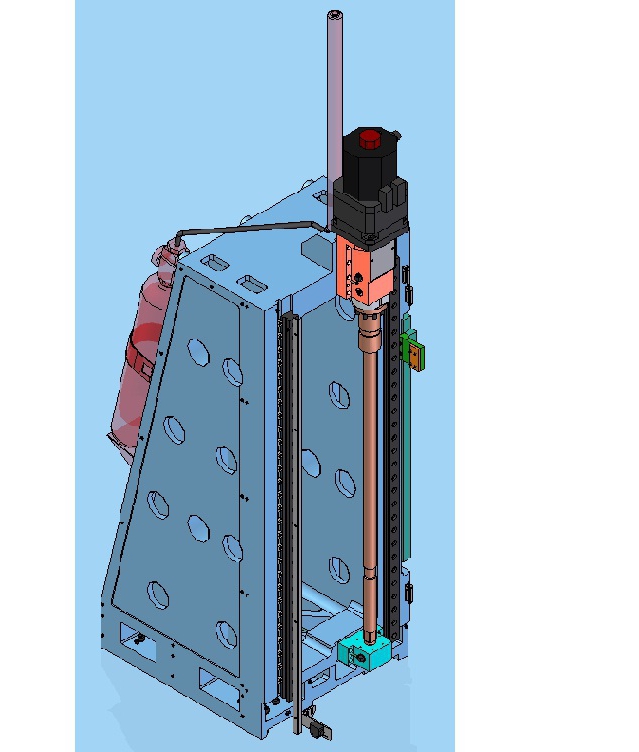
Spalte
Die vertikale Säule der horizontalen Maschine soll eine geschlossene symmetrische Doppelsäulenrahmenstruktur mit im Hohlraum angeordneten ringförmigen Längs- und Querrippen aufweisen.Auf beiden Seiten der Säule befinden sich Gelenkflächen für den Einbau der Linearwälzführung für die Bewegung des Spindelstocks (Montagebezugsfläche der Linearführung).In der vertikalen Richtung (Y-Richtung) der Säule befinden sich zusätzlich zu den Führungsschienen für die Spindelstockbewegung auch eine Kugelumlaufspindel und ein Motorkupplungssitz zwischen den beiden Führungsschienen, die den Spindelstock zur Auf- und Abbewegung antreiben.Auf beiden Seiten der Säule sind Hochgeschwindigkeitsschilde aus Edelstahl vorgesehen.Die Führungsschienen und Leitspindeln werden zuverlässig und sicher geschützt.
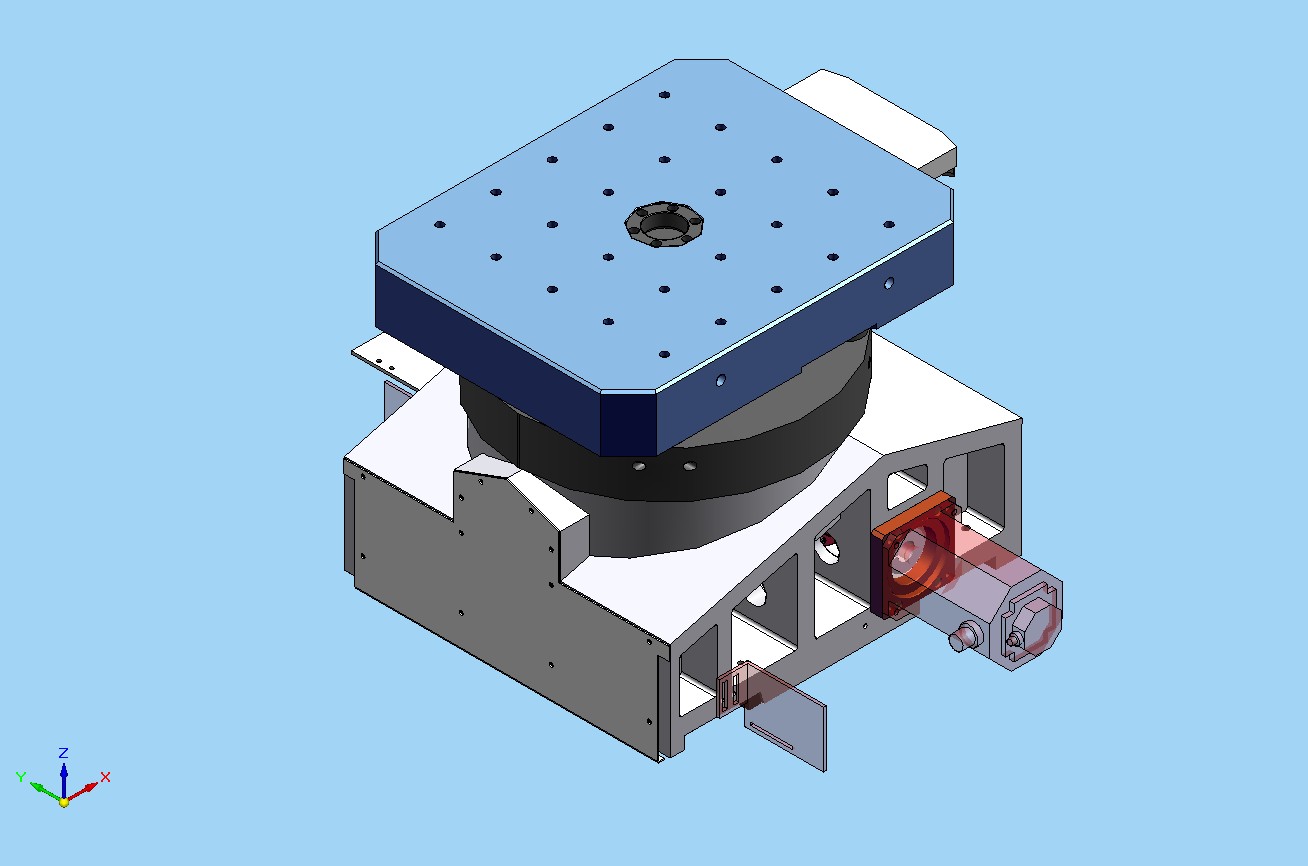
Drehtisch
Der Arbeitstisch wird durch Servo präzise positioniert und verriegelt, und die minimale Indexierungseinheit beträgt 0,001°