
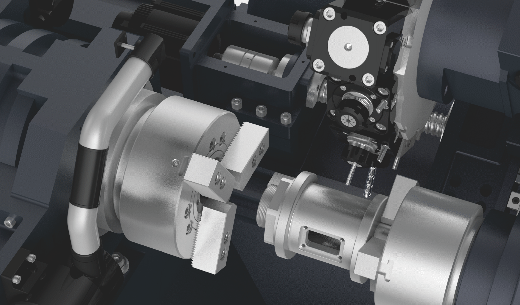
CNC-Dreh-Fräs-Kombinationsmaschine

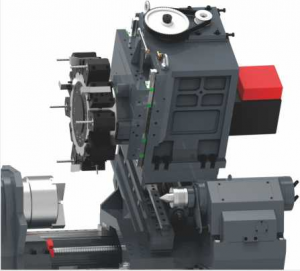
INTEGRIERTE POSITIVEYACHSE
Longmen-Struktur, supersteif
Die integrierte positive Y-Achsen-Struktur gehört zur Schwerzerspanung mit hoher Steifigkeit und ihre Leistung ist besser als die der Interpolations-Y-Achse.
A.Das Schwerschneiden mit einer einzelnen Y-Achsenbewegung ist besser als die Y-Achsen-Interpolation, und die Y-Achse verläuft senkrecht zur X-Achse.
B.Die ebene Konturbearbeitung ist glatter und flacher.
C.Praktischer für die Bearbeitung von Verbundflächen und Konturen.
Die kombinierte „Positive Y“-Dreh-Fräs-Ausrüstung bietet offensichtliche Vorteile beim Bearbeiten von Ebenenfräsen im Vergleich zur „Interpolation Y“-Dreh-Fräs-Kombination. Die Bewegung der „Positive Y“-Y-Achse verläuft senkrecht zur X-Achse, die eine ist -Achsenbewegung und die „Interpolation Y“ Y-Achsenbewegung besteht darin, eine gerade Linie durch die gleichzeitige Bewegung von X- und Y-Achse zu interpolieren, die Ebenheit der Fräsebene und den Vergleich der „positiven Y“-Achsendrehung. Kombiniertes Fräsen: Die kombinierte Dreh-Fräsbearbeitung mit positiver Y-Achse ist offensichtlich hell und flach.
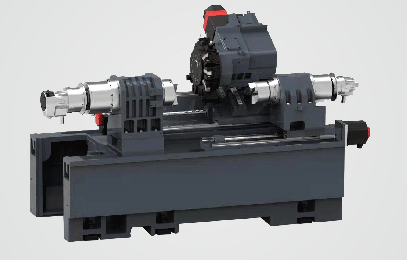
Doppelte feste Kugelumlaufspindel
Es kommen hochwertige Kugelumlaufspindeln und Rollenführungen weltweit führender Hersteller zum Einsatz.
Obwohl teuer, können nur hochwertige Produkte die hohe Präzision und Langlebigkeit erreichen
von den Kunden geforderte Lebensdauer.
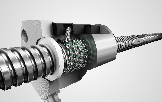
Direktgekuppelte Servomotoren
Der Servomotor ist über eine Stahlkupplung direkt mit der Kugelumlaufspindel verbunden
sorgt auch bei hoher Belastung dafür, dass es zu keiner Degeneration und Fehlausrichtung kommt.
Dadurch werden die Positionierungsgenauigkeit sowie die Gewinde- und Konturbearbeitung erheblich verbessert
wird genauer sein.
106M 108M 208M
| ltem-Modell | Name | Einheit | 106MY | 108MY | 208MY |
| Reisen | Max.Drehdurchmesser am Bett | mm | φ600 | φ600 | φ600 |
| Max.Verarbeitungsdurchmesser | mm | φ320 | φ300 | φ400 | |
| Max.Bearbeitungsdurchmesser am Werkzeughalter | mm | φ220 | φ220 | φ380 | |
| Max.Verarbeitungsdauer | mm | 250 | 250 | 370 | |
| Abstand zwischen Zentren | mm | 380 | 380 | 600 | |
| Spindelmotor Hydrozylinder Kirche Parameter | Spindelnase | Typ | A2-5 | A2-6 | A2-6 |
| Max.Geschwindigkeit der Spindel | U/min | 5500 | 4300 | 4200 | |
| Ölzylinder/Spannfutter | lch | 6" | 8" | 8" | |
| Spindelbohrung | mm | φ56 | φ65 | φ65 | |
| Stabdurchmesser | mm | φ45 | φ52 | φ52 | |
| Leistung des Spindelmotors mit Direktantrieb | kw | 17.5 | 22 | 22 | |
| X/Z/Y-Achsenvorschub Parameter | X Reisen | mm | 180 | 180 | 280 |
| Spezifikation der X/Z-Linearführung | spes | 35/35Roller | 35/35Roller | 35/35Roller | |
| Z Reisen | mm | - | 300 | 600 | |
| X/Z/Y-Motorleistung | kw | 1,8/1,8/1,0 | 1,8/1,8/1,0 | 1,8/1,8/1,0 | |
| X/Z//Y-Eilgang | m/min | 30.30.10 | 30.30.10 | 20.20.10 | |
| Positioniergenauigkeit | mm | ±0,005 | ±0,005 | ±0,005 | |
| Wiederholen Sie die Positionierungsgenauigkeit | mm | ±0,003 | ±0,003 | ±0,003 | |
| Revolverparameter | Werkzeugposition | Stck | BMT45-12T | BMT45-12T | BMT55-12T |
| Power-Revolvermotor | kw | 2,2/3,7 | 2,2/3,7 | 2,2/3,7 | |
| Quadratischer Werkzeughalter | mm | 20×20 | 20×20 | 20×20 | |
| Runder Bohrwerkzeughalter | mm | φ32 | φ32 | φ40 | |
| Zeit für den Wechsel benachbarter Werkzeuge | Sek | 0,15 | 0,15 | 0,15 | |
| Positioniergenauigkeit | / | ±2 Zoll | ±2 Zoll | ±2 Zoll | |
| Wiederholen Sie die Positionierungsgenauigkeit | / | ±1 Zoll | ±1 Zoll | ±1 Zoll | |
| Reitstock Parameter | Programmierbarer hydraulischer Reitstock | / | √ | √ | |
| Max.Verfahrweg des Reitstocks | mm | 360 | 360 | 440 | |
| Konisches Loch für Reitstockhülse | Typ | MT 5# | MT 5# | MT 5# | |
| Hülsendurchmesser | mm | / | / | / | |
| Ärmelreisen | mm | / | / | / | |
| Mechanische Größe | Maschinengröße | mm | 2300×1800×1700 | 2300×1800×1700 | 2620×2200×1920 |
| Maschinengewicht | kg | 3700 kg | 3800kg | 5200kg |

Automatischer Servo-Stangenlader
TENOLY-Feeder zeichnen sich durch eine robuste und automatisierte Konstruktion aus.
Es erhöht die Produktivität erheblich und vereinfacht Drehvorgänge.
Teilefänger
Der Werkstückfänger ist nach dem Prinzip der mechanischen Verbindung konstruiert, was schnell erfolgen kann
nach der Verarbeitung mit dem fertigen Produkt verbunden.


THK-Rollenlinearführung
Die Linearführung hat kein Spiel, Lichtbogenschneiden, Fasenschneiden und die Oberflächentextur ist relativ gleichmäßig.Es ist für den Hochgeschwindigkeitsbetrieb geeignet und reduziert die für die Maschine erforderliche Antriebsleistung erheblich. Lineare Führungsschienen verwenden Rollen statt Gleiten, mit geringem Reibungsverlust, empfindlicher Reaktion und hoher Positionierungsgenauigkeit.Es kann die Last gleichzeitig nach oben, unten, links und rechts tragen.Unter der Belastung steht die Kontaktfläche der Schiene immer noch in Mehrpunktkontakt und die Schnittsteifigkeit wird nicht verringert;Einfache und austauschbare Montage und einfache Schmierstruktur;Die Linearführungen sind sehr verschleißarm und langlebig.
THK-Kugelumlaufspindel
Verwendung einer hochpräzisen Kugelumlaufspindel mit Muttervorspannung und Schraube
Vorspannbehandlung, das Spiel und der Temperaturanstieg und
Dehnungen werden im Voraus eliminiert und zeigen eine hervorragende Positionierung
und Wiederholbarkeit.
Direktantrieb mit Servomotor zur Reduzierung von Spielfehlern.

Hochpräziser motorisierter Arm für Drehmaschinen
Pull-Down-Werkzeugeinstellgerät mit hoher Wiederholpräzision. Erhältlich in verschiedenen Größen, um den unterschiedlichen industriellen Anforderungen gerecht zu werden. Erhältlich in verschiedenen Standardgrößen sowie als maßgefertigte Messarme aus Stahl mit niedrigem Ausdehnungskoeffizienten
Verwenden Sie eine robuste Zirkonoxidsonde
Nimmt bei Nichtgebrauch nur wenig Platz in der Maschine ein
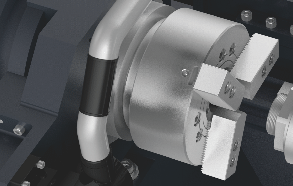
Hydraulisches Spannfutter
Die Drehmaschine ist standardmäßig mit einem hydraulischen Durchgangsspannfutter ausgestattet.Das Spannfutter kann individuell an die Kundenbedürfnisse angepasst werden und durch eine Vielzahl von Optionen erhalten Sie das am besten geeignete Spannfutter.
Sekundärspindel
Beide Enden des Werkstücks können gleichzeitig in einer Aufspannung bearbeitet werden, was die manuelle Bedienung erheblich vereinfacht.



