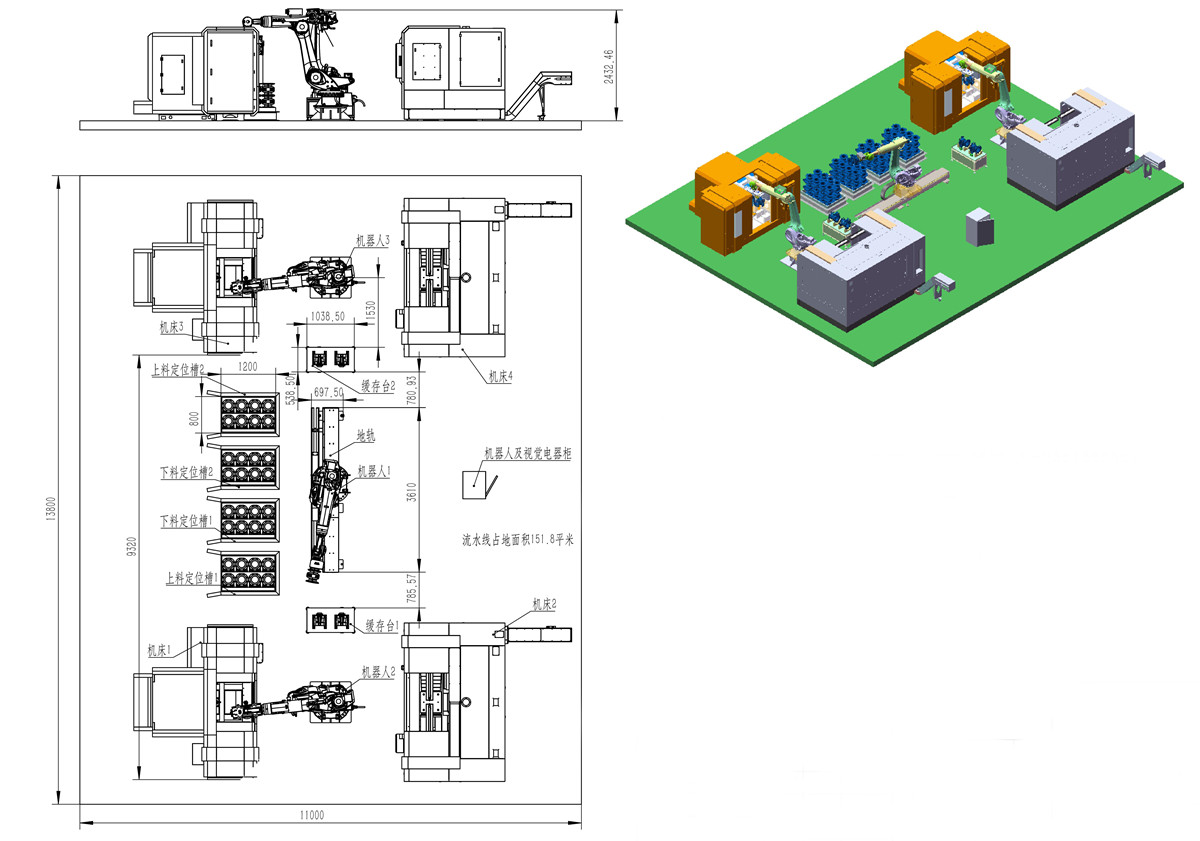
Produktionslinie für weiche Absperrschieber
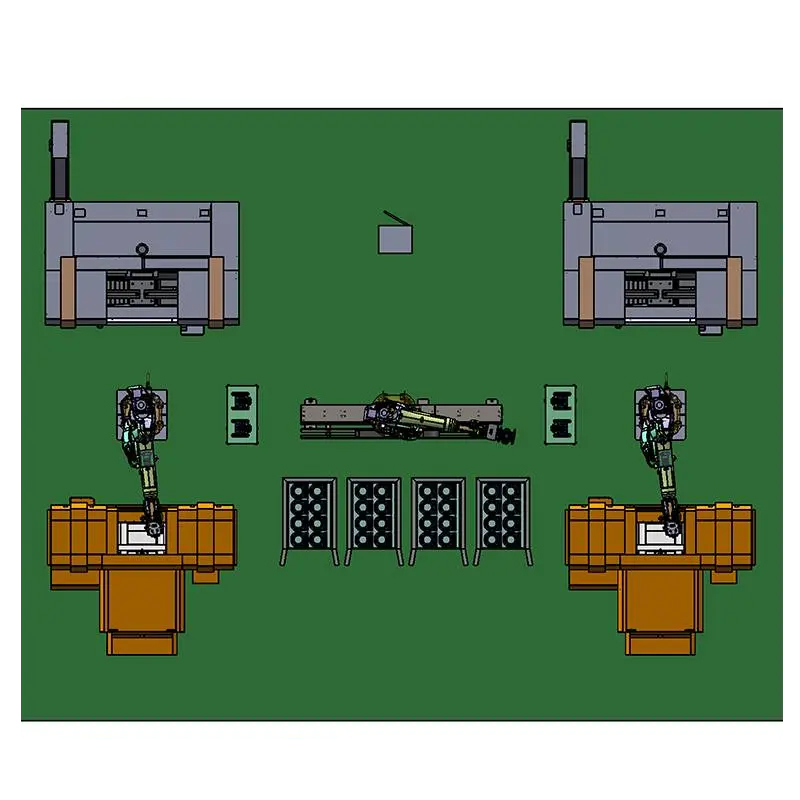
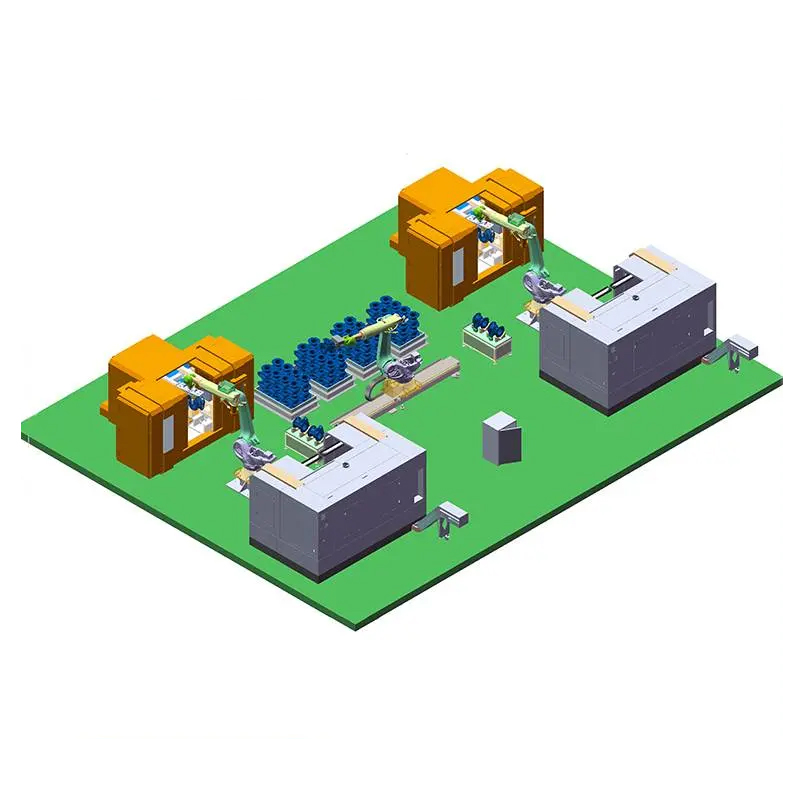
1. Der Bediener platziert die Palette voller Ventilkörperwerkstücke zur Positionierung in den Ladepositionierungsschlitz 1 und den Ladepositionierungsschlitz 2 und platziert das leere Tablett zur Positionierung in den Ladepositionierungsschlitz 1 und den Entladepositionierungsschlitz 2.
2. Die Kamera am Roboter 1 scannt das Werkstück auf der Palette im Zuführpositionierungsschlitz 1, um das Werkstück genau zu positionieren, und das Werkstück 1 wird eingespannt und in der Positionierungsvorrichtung auf dem Puffertisch 1 platziert.
Gleichzeitig greift er das bearbeitete Werkstück 3 (der Roboter 2 hat es gerade von der Werkzeugmaschine 2 gegriffen), fährt zum Entladepositionierplatz 1 und legt es bei Bedarf sauber in die Palette ein.
Die Kamera am Roboter 1 scannt das Werkstück auf der Palette im Zuführpositionierschlitz 2, um das Werkstück genau zu positionieren. Anschließend wird das Werkstück 4 eingespannt und in der Positionierungsvorrichtung auf dem Puffertisch 2 platziert.
Gleichzeitig greift er das bearbeitete Werkstück 6 (der Roboter 3 hat es gerade von der Werkzeugmaschine 4 gegriffen), fährt zum Entladepositionierplatz 2 und legt es bei Bedarf sauber in die Palette ein.
3. Der Roboter 2 spannt das Werkstück 1 vom Puffertisch 1 und läuft zur Werkzeugmaschine 1, greift das fertige Werkstück 2 und spannt das Werkstück 1, läuft zur Werkzeugmaschine 2, greift das fertige Werkstück 3 und spannt das Werkstück 2 , und läuft zum Puffertisch 1. Werkstück auflegen 3. Roboter 2 beendet den Zyklus.
4. Der Roboter 3 greift das Werkstück 4 vom Puffertisch 2 und läuft zur Werkzeugmaschine 3, greift das fertige Werkstück 5 und spannt das Werkstück 4, läuft zur Werkzeugmaschine 4, greift das fertige Werkstück 6 und spannt das Werkstück 5 , und läuft zum Puffertisch 2. Platzieren Sie das Werkstück 6. Roboter 3 beendet den Zyklus.