GM5X-N 5-Achsen-CNC-Schleifmaschine
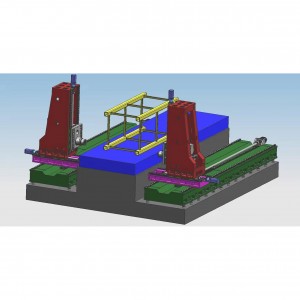
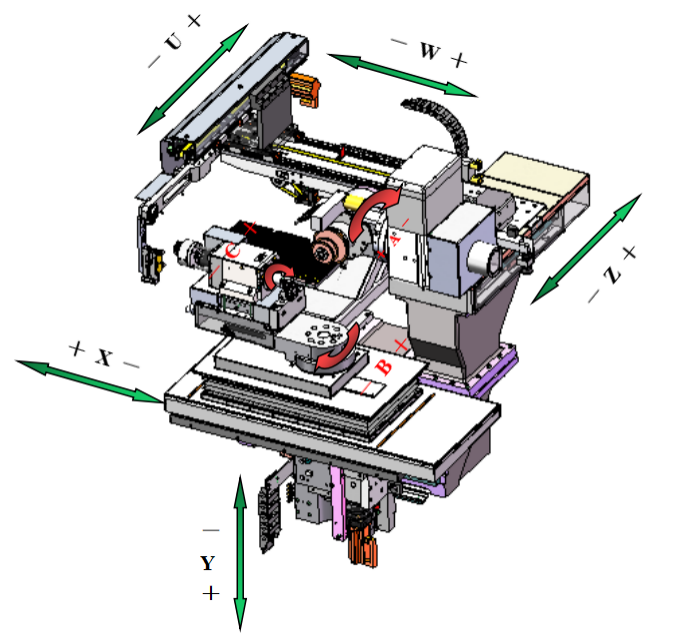
MAin-Strukturdiagrammder Maschine
Anwendungsbereich
Diese Maschine produziert Schaftfräser und Bohrer, die für die Bearbeitung von Hartlegierungs- und Schnellarbeitsstahlmaterialien geeignet sind.
Werkzeugherstellungs- und Nachschleifzyklen
1. Standard-Schaftfräser: Nutenfräsen, Schaufelrücken, Rechenschärfen, Unterkantenschärfen, Digitalisierung, Nachschleifen.
2. Standardbohrer: Schlitzen, Reduzierung des Außendurchmessers, Spitzenschärfen, Digitalisierung und Schleifen.
1. Technische Spezifikationen
| № | Inhalt | Erfordernis | Nummer | Einheit |
| 1.1 | Werkstückabmessungen | |||
| 1.1.1 | Klemmlänge | ≤ | 230 | mm |
| 1.1.2 | Klemmdurchmesser | zwischen | 2-20 | mm |
| 1.1.3 | Schleiflänge | ≤ | 150 | mm |
| 1.1.4 | Schleifdurchmesser | zwischen | 0,2-12 | mm |
| 1.2 | Schleifspindel | |||
| 1.2.1 | Antriebstyp | Genau | Direktantrieb | - |
| 1.2.2 | Leistung | Nennleistung | 13.6 | kW |
| 1.2.3 | Kühlung | Genau | Ölgekühlt | - |
| 1.2.4 | Geschwindigkeitsregelung der Schleifscheibe | Genau | Stufenlose Geschwindigkeit | - |
| 1.2.5 | Geschwindigkeit | zwischen | 0-10000 | U/min |
| 1.2.6 | Anzahl Spindelschleifköpfe | Genau | 2 | Stk |
| 1.3 | Schleifrad | |||
| 1.3.1 | Durchmesser | ≤ | 150 | mm |
| 1.3.2 | Maximale Anzahl Schleifscheiben pro Spindel | ≤ | 4 | Stk |
| 1.3.3 | Schleifscheiben-Spindeldurchmesser | Genau | 25 | mm |
| 1.3.4 | Programmgesteuerte Kühlmittelzufuhr | Genau | Ja | - |
| 1.3.5 | Anzahl der Kühlmitteldüsen | ≥ | 3 | Stk |
| 1.4 | Werkstückspannsystem | |||
| 1.4.1 | Spannsystem | Genau | Hydraulisch, automatisch | - |
| 1.4.2 | Spannzange | Genau | SCHAUBLIN W20 | - |
| 1.4.3 | Antriebstyp | Genau | Direktantrieb | - |
| 1.5 | Achsenparameter | |||
| 1.5.1 | Typ | Genau | linear | - |
| 1.5.2 | X-Achsen-Verfahrweg | ≤ | 280 | mm |
| 1.5.3 | Z-Achsen-Verfahrweg | ≤ | 130 | mm |
| 1.5.4 | Y-Achsen-Verfahrweg | ≤ | 230 | mm |
| 1.5.5 | Auflösung der XYZ-Achse | Genau | 0,0001 | mm |
| 1.5.6 | Geschwindigkeit der XYZ-Achse | ≤ | 10 | m/min |
| 1.5.7 | A-Achsen-Verfahrweg | ≤ | 360 | Grad |
| 1.5.8 | Auflösung der A-Achse | Genau | 0,0001 | Grad |
| 1.5.9 | Geschwindigkeit der A-Achse | ≤ | 300 | U/min |
| 1.5.10 | Verfahrweg der B-Achse | ± | 210 | Grad |
| 1.5.11 | Geschwindigkeit der B-Achse | ≤ | 12 | U/min |
| 1.6 | Be- und Entladesystem | |||
| 1.6.1 | Be- und Entladesystem | Genau | Roboterarm vom Fachwerktyp | - |
| 1.6.2 | Anzahl der Tabletts | Genau | 2 | Stk |
| 1.6.3 | Automatisches Be- und Entladen des Werkstückdurchmessers | Zwischen | 2-12 | mm |
| 1.6.4 | Automatisches Be- und Entladen der Werkstücklänge | ≤ | 40-200 | mm |
| 1.6.5 | Maximale Anzahl Werkstücke | ≤ | 300 | Stk |
| 1.6.6 | Software | Genau | Ja | - |
| 1.7 | Andere Komponenten | |||
| 1.7.1 | Möglichkeit zur Erkennung von Werkstücken an Werkzeugmaschinen | Genau | Ja | - |
| 1.7.2 | Zentralisiertes automatisches Schmiersystem | Genau | Ja |
|
| 1.7.3 | Dreifarbige Signallampe | Genau | Ja | - |
| 1.8 | Optional | |||
| 1.8.1 | Ausrüstung zur Ölnebelabscheidung | Genau | Optional | - |
| 1.9 | Kontrolle | |||
| 1.9.1 | Kontrollsystem | Genau | NUM-Flexium+68 | - |
| 1.9.2 | Bedienfeld | Genau | Touch-Screen | - |
| 1.9.3 | Digitale Steuerachse | Genau | Ja | - |
| 1.9.4 | Farbdisplay | Genau | Ja | - |
| 1.9.5 | Anzeigegröße | Genau | 19 | Zoll |
| 1.10 | Softwaremodul zum Werkzeugschleifen | |||
| 1.10.1 | Einfache Fräser | Genau | Ja | - |
| 1.10.2 | Einfache Übungen | Genau | Ja | - |
| 1.10.3 | Automatischer Sondenerkennungsmodus | Genau | Ja | - |
| 1.11 | Elektrische Parameter der Ausrüstung | |||
| 1.11.1 | Stromspannung | Genau | 380 ± 10 % | V |
| 1.11.2 | Frequenz | Genau | 50 ± 10 % | Hz |
| 1.11.3 | Leistung | ≤ | 25 | KW |
| 1.12 | Abmessungen | |||
| 1.12.1 | Länge | ≤ | 2 000 | mm |
| 1.12.2 | Breite | ≤ | 2 800 | mm |
| 1.12.3 | Höhe | ≤ | 2 200 | mm |
| 1.12.4 | Qualität | ≤ | 4 750 | kg |
2. Standardkonfigurationsliste
| № | Inhalt | Modell | Marke | Nummer | ||
| 2.1 | Werkzeugmaschine | |||||
| 2.1.1 | X-Achsen-Konfiguration | |||||
| 2.1.1.1 | - Schraubstange | Maßgeschneidert | NSK | 1Stk | ||
| 2.1.1.2 | - Schiene | 1×MR25-A2-760-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2Stk | ||
| 2.1.1.3 | - Optische Skala | LC483-370 | HEIDENHAIN | 1Stk | ||
| 2.1.2 | Y-Achsen-Konfiguration | |||||
| 2.1.2.1 | - Schraubstange | Maßgeschneidert | NSK | 1Stk | ||
| 2.1.2.2 | - Schiene | 1×MR35-C2-600-20-20-G2-V2+MRK | SCHNEEBERGER | 2Stk | ||
| 2.1.2.3 | - Optische Skala | LC483-370 | HEIDENHAIN | 1Stk | ||
| 2.1.3 | Z-Achsen-Konfiguration | |||||
| 2.1.3.1 | - Schraubstange | Maßgeschneidert | NSK | 1Stk | ||
| 2.1.3.2 | - Schiene | 1×MR25-A2-850-20-20-G2-V2+BRK+SOSPL | SCHNEEBERGER | 2Stk | ||
| 2.1.3.3 | - Optische Skala | LC483-370 | HEIDENHAIN | 1Stk | ||
| 2.1.4 | C-Achsen-Konfiguration | |||||
| 2.1.4.1 | - Winkelencoder | ECN113 | HEIDENHAIN | 1Stk | ||
| 2.1.4.2 | - Direktantriebsmotor | MSP-1000-2-002-158 | EMB | 1Stk | ||
| 2.1.5 | B-Achsen-Drehtisch | WDC-C180 | GuTian | 1Stk | ||
| 2.1.5 | A-Achsen-Plattenspieler | WDC-C200L | GuTian | 1Stk | ||
| 2.1.6 | Permanentmagnet-Doppelkopf-Elektrospindel | Nennleistung 7,1 kW | Chuangyun | 1 Stk | ||
| 2.1.7 | Zweiachsiger Fachwerkmanipulator | - | Chuangyun | 1Stk | ||
| 2.1.8 | Tablett | 148-LP-D4 | Chuangyun | 2Stk | ||
| 2.1.9 | Tablett | 148-LP-D6 | Chuangyun | 2Stk | ||
| 2.1.10 | Tablett | 148-LP-D8 | Chuangyun | 2Stk | ||
| 2.1.11 | Spannbacke | D0,5-3,2/D3,0-7,0/D7-13 | Chuangyun | 1 Satz | ||
| 2.1.12 | Hochpräziser V-Block | (3-5) | Chuangyun | 1Stk | ||
| 2.1.13 | Hochpräziser V-Block | (5-7) | Chuangyun | 1Stk | ||
| 2.1.14 | Hochpräziser V-Block | (6-12) | Chuangyun | 1Stk | ||
| 2.1.15 | Spannzange | D4W20 (80-00004) | SCHAUBLIN | 1Stk | ||
| 2.1.16 | Sonde | TS150 | HEIDENHAIN | 1Stk | ||
| 2.1.17 | Schleifscheibenstange (lang) | 119×∅31,75×∅96mm | Chuangyun | 1Stk | ||
| 2.1.18 | Schleifscheibenstange (kurz) | 87×∅31,75×∅96mm | Chuangyun | 1Stk | ||
| 2.1.19 | Klimaanlage | - | YUEDE | 1Stk | ||
| 2.1.20 | Dreifarbige Signallampe | DC24V | Schneider | 1Stk | ||
| 2.1.21 | Durchflussmesser | SI5000 | IFM | 1Stk | ||
| 2.1.22 | Antriebsspezifische Stromversorgung | 15KW | NEWCOM | 1Stk | ||
| 2.1.23 | Elektromagnetische Ventilgruppe | M4GE280R-CX-E20D-5-3 | CKD | 1 Satz | ||
| 2.1.24 | Automatisches Schmiersystem für die X-, Y- und Z-Achse | - | Taiwan | 1 Satz | ||
| 2.2 | CNC-Systemkonfiguration | |||||
| 2.2.1 | BOXPC | FXPC004NN1HNR10 | ANZAHL | 1Stk | ||
| 2.2.2 | Leistungsfilter | AGOFIL024A | ANZAHL | 1Stk | ||
| 2.2.3 | Leistungsfilter | AGOFIL001S | ANZAHL | 1Stk | ||
| 2.2.4 | Widerstand | AGORES008 | ANZAHL | 1Stk | ||
| 2.2.5 | Hauptstromversorgung des Systems | MDLL3015N00AN0I | ANZAHL | 1Stk | ||
| 2.2.6 | Servotreiber | MDLUX021B1CAN0I | ANZAHL | 4 Stück | ||
| 2.2.7 | B-Achsen-Servomotor | SPX1262N5IA2L02 | ANZAHL | 1Stk | ||
| 2.2.8 | A-Achsen-Motor | MDLUX014B1CAN0I | ANZAHL | 1Stk | ||
| 2.2.9 | Y-Achsen-Servomotor | SPX0751V5IF2L02 | ANZAHL | 1Stk | ||
| 2.2.10 | X/Z-Achsen-Servomotor | MDLUX014B1CAN0I | ANZAHL | 2Stk | ||
| 2.2.11 | U/W-Achsen-Servotreiber | SPX0952N5IA2L02 | ANZAHL | 2Stk | ||
| 2.2.12 | V-Achsen-Servomotor | MDLUX014B1CAN0I | ANZAHL | 1Stk | ||
| 2.2.13 | Koppler | SPX0751V5IA2L02 | ANZAHL | 1Stk | ||
| 2.2.14 | Eingang | SPX0751V5IA2L02 | ANZAHL | 2Stk | ||
| 2.2.15 | Ausgabe | EK1100 | ANZAHL | 2Stk | ||
| 2.2.16 | Analoges Eingangsmodul | CTMT1809 | ANZAHL | 1Stk | ||
| 2.2.17 | Terminator | CTMT2809 | ANZAHL | 1Stk | ||
| 2.2.18 | Bedienfeld | CTMT3162 | ANZAHL | 1Stk | ||
| 2.2.19 | NCK | CTMT9011 | ANZAHL | 1Stk | ||
| 2.2.20 | NCK | FXHE02ARE2HE000 | ANZAHL | 1Stk | ||
| 2.2.21 | NCK | FXP2101200 | ANZAHL | 1Stk | ||
| 2.2.22 | NCK | FXSO200061 | ANZAHL | 1Stk | ||
| 2.2.23 | NCK | FXSV994100 | ANZAHL | 1Stk | ||
| 2.2.24 | NCK | FXSO100006 | ANZAHL | 1Stk | ||
| 2.2.25 | NCK | FXSO100008 | ANZAHL | 1Stk | ||
| 2.2.26 | NCK | FXSO100375 | ANZAHL | 1Stk | ||
| 2.2.27 | NCK | FXSO100392 | ANZAHL | 1Stk | ||
| 2.2.28 | NCK | FXPA000586 | ANZAHL | 1Stk | ||
| 2.2.29 | NCK | FXSW282122 | ANZAHL | 1Stk | ||
| 2.2.30 | NCK | FXSW282124 | ANZAHL | 1Stk | ||
| 2.2.31 | NCK | FXSO100012 | ANZAHL | 1Stk | ||
| 2.3 | Standardkonfiguration der Werkzeugschleifsoftware | |||||
| 2.3.1 | Einfacher Fräser | Chuangyun hat sich selbst entwickelt | 1Stk | |||
| 2.3.2 | Einfache Übung | Chuangyun hat sich selbst entwickelt | 1Stk | |||
| 2.3.3 | 3D-Kollisionsprüfung mit 3D-Maschinensimulation | Chuangyun hat sich selbst entwickelt | 1Stk | |||
| 2.3.4 | 3D-Werkzeugsimulation | Chuangyun hat sich selbst entwickelt | 1Stk | |||
| 2.3.5 | Automatische Sondenerkennung | Chuangyun hat sich selbst entwickelt | 1Stk | |||