






E30 CNC-Rundschleifmaschine für Schneidwerkzeuge

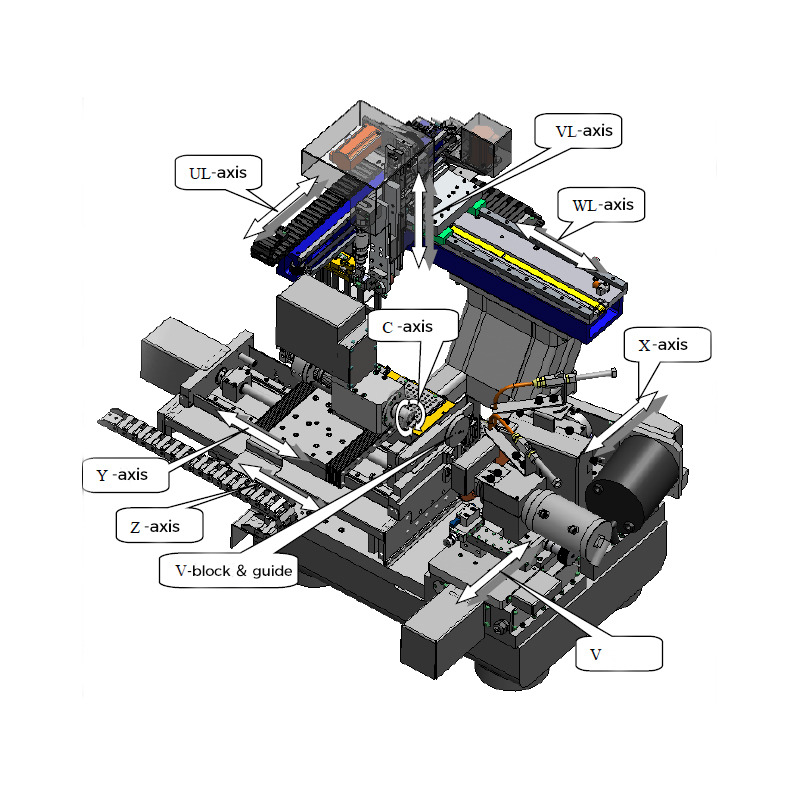
Hauptstrukturdiagramm der Maschine
Anwendungsbereich
Anwendungsgebiete: Fräser, Bohrer, Reibahle und diverse hochpräzise Teilebearbeitung.
Verarbeitungsbereich: Durchmesserbereich der verarbeiteten Produkte: Φ3~Φ20 mm, Längenbereich der verarbeiteten Produkte: 120 mm (automatisch), 330 mm (manuell).
Bearbeitungsmerkmale: gleichzeitiges Schleifen feiner und grober Doppelschleifscheiben, einmalige Bearbeitung und Umformung.
Maschineneinführung
1. Bettstruktur:
2. Blech der gesamten Maschine: Die gesamte Maschine hat eine vollständig geschlossene Struktur und der Hauptrahmen ist von der Außenabdeckung getrennt, um Vibrationen zu vermeiden
3. Kontrollsystem: NEWCON
4. Das Prinzip des Trimmens:
• X-Achse (Grobschleifscheibenmechanismus): Realisiert die Hin- und Herbewegung der Grobschleifscheibe in Richtung der X-Achse;
• V-Achse (Feinschleifscheibenmechanismus): Ermöglicht die Hin- und Herbewegung der Feinschleifscheibe in Richtung der V-Achse.
• Y-Achse (Y-Achsen-Vorschubmechanismus): Ermöglicht die Hin- und Herbewegung des Arbeitstisches in Richtung der Y-Achse;
• C-Achse (Drehmechanismus des Arbeitskopfes): Ermöglicht die Drehbewegung des Arbeitskopfes in Richtung der C-Achse:;
• UL-Achse, VL-Achse und WL-Achse (Manipulator-Pick-and-Place-Mechanismus): realisieren die Hin- und Herbewegung des Manipulators in horizontaler und vertikaler Richtung;
• Führungsrad und V-Block-Unterstützung: Hilfsmittel für den Abschluss der Bearbeitung.
1. Bewegliche Teile: X-Achse, V-Achse, Y-Achse, WL-Achse, UL-Achse, VL-Achse, Führungsradmechanismus, Armmechanismus, Hysterese-Einstellmechanismus
2. Werkstückspindel: Chuangyun selbstgebaute Spindel
3. Schleifspindel: Xiamen Tungsten Motor
4. Schmierung der gesamten Maschine: Ölnippel sind für jede Achse reserviert und werden regelmäßig geschmiert
5. Vorschubmethode: Dreiachsiger Manipulatorvorschub
Technische Spezifikationen
| Kontrollmethode | Externe Tasten, Touchscreen | |
| Anzeigemethode | Touchscreen, Warnleuchte | |
| Kühlmethode | Ölkühler | |
| Übertragungsmethode | Hydraulisch, pneumatisch, Servomotor | |
| Stromversorgung | Wechselstrom 3×380V, 50Hz | |
| Maximale Gesamtleistung | 25KW | |
| Abmessungen | 2152×1838×2614 mm | |
| Bruttogewicht | 3050 kg | |
| Kühlöldruck | 0,6 ~ 0,8 MPa | |
| Luftdruck | Gesamtstraßendruck: 5~6Bar | |
| Futterluftdruck: 2~3Bar | ||
| Luftdruck des Führungsrads: 2~2,5 Bar | ||
| Greifer-Luftwegdruck: 1,5 ~ 4 Bar | ||
| Armluftdruck: 5~6Bar | ||
| Reinigungsluftdruck der optischen Skala: 0,6~0,7 Bar | ||
| Manipulatorparameter | ||
| UL-Achse | Reisen | 450mm |
| Wiederholbarkeit | 0,02 mm | |
| Maximale Betriebsgeschwindigkeit | 15000 mm/min | |
| VL-Achse | Reisen | 100mm |
| Wiederholbarkeit | 0,02 mm | |
| Maximale Betriebsgeschwindigkeit | 15000 mm/min | |
| WL-Achse | Reisen | 540 mm |
| Wiederholbarkeit | 0,02 mm | |
| Maximale Betriebsgeschwindigkeit | 15000 mm/min | |
| Parameter der Bearbeitungsachse | ||
| Y-Achse | Reisen | 350mm |
| Minimale Auflösungsgenauigkeit | 0,0001 mm | |
| X-Achse | Reisen | 35mm |
| Minimale Auflösungsgenauigkeit | 0,0001 mm | |
| V-Achse | Reisen | 35mm |
| Minimale Auflösungsgenauigkeit | 0,0001 mm | |
| Führungsrad | Rotationsgenauigkeit: | ≤0,010 mm |
| Arbeitskopf (C-Achse) | Motorleistung | 1,57 kW |
| Drehzahl | ≤2000 U/min | |
| Rundlaufgenauigkeit | ≤0,002 mm | |
| Mindestauflösung | 0,0001° | |
| Grobe Schleifscheibenspindel | Motorleistung | 8,5 kW |
| Drehzahl | ≤5000 U/min | |
| Rundlaufgenauigkeit | ≤0,002 mm | |
| dynamisches Gleichgewicht | ≤G0,4 | |
| Feinschleifscheibenspindel | Motorleistung | 1,4 kW |
| Drehzahl | ≤7950 U/min | |
| Rundlaufgenauigkeit | ≤0,002 mm | |
| dynamisches Gleichgewicht | ≤G0,4 | |
| Schleifparameter |
|
|
| Chuck-Modell | W20 | |
| Grober Schleifscheibendurchmesser | Ø250mm | |
| Feiner Schleifscheibendurchmesser | Ø150mm | |
| Werkstückschaftdurchmesser | Ø3-Ø12mm (automatisch) / Ø3-Ø20mm (manuell) | |
| Werkstückschleifbereich | Ø0,08 - Ø20mm | |
| Werkstücklänge | 120 mm (automatisch) / 350 mm (manuell) | |
| Die maximale Bearbeitungslänge des Werkstücks | 330mm | |
| Bearbeitung von Unrundheiten des Außendurchmessers | ≤0,003 mm | |
| Genauigkeit der Längenbearbeitung | ±0,1 mm | |
| Genauigkeit der Winkelbearbeitung | ≤0,3° | |
| Aussehensgenauigkeit | ≤Ra0,4 (Fertigschleifen) | |
Standardkonfigurationsliste
| 10 | CNC-System | NEUC0N | 1 |
| 20 | Servomotor | NEUC0N | 8 |
| 30 | Servertreiber | NEUC0N | 4 |
| 40 | Bedienfeld/Handrad | NEUC0N | 1 |
| 50 | Hochpräzises Arbeitskopfmodul | GESAC | 1 |
| 60 | Hochpräzise Elektrospindel (1,4 kW) | GESAC | 1 |
| 70 | Hochpräziser Motor (7,1 kW) | GESAC | 1 |
| 80 | Hochpräzise mechanische Spindel | GESAC | 1 |
| 90 | Präzisionsschiene | Schneeberger | 10 |
| 100 | Präzisions-Kreuzrollen-Linearführung | Schneeberger | 4 |
| 110 | Präzisions-Kugelumlaufspindel | NSK | 4 |
| 120 | Betriebs- und Prozesssimulationssoftware (Standard-Schrittdifferenz, sphärisch usw.) | GESAC | 1 |
| 130 | Wechselrichter | GESAC | 1 |
| 140 | Wechselrichter | GESAC | 1 |
| 150 | Touch-Screen | 19寸ELO | 1 |
| 160 | Sicherheitstürverriegelung für Werkzeugmaschinen | Jinzhong | 1 |
| 170 | Sensor | Baumer | 3 |
| 180 | Durchflusssensor | Yifumen | 1 |
| 190 | Elektrische Komponenten | Schneider | 1 |
| 200 | Pneumatische Komponenten | CKD | 1 |
| 210 | Draht und Kabel | ComCab | 1 |
| 220 | Rack-Klimaanlage | GESAC | 1 |
| 230 | Präzisionsdruckrad Ø92x8 | GESAC | 1 |
| 240 | Präzisions-Druckrad Ø92x15 | GESAC | 1 |
| 250 | Spannfutter W20 D4 | GESAC | 1 |
| 260 | Standardfach D4 | GESAC | 3 |
| 260 | Hochpräziser passender V-Block (3-6)*10 | GESAC | 1 |
| 280 | Hochpräziser Schleifscheibenflansch (Schnellwechseltyp) | GESAC | 2 |
| 290 | Kompletter Satz Manipulatorfinger | GESAC | 1 |
Maschineneigenschaften
Im Bearbeitungsbereich werden 7 CNC-Achsen und 4 CNC-Achsen eingesetzt, die ein automatisches Be- und Entladen sowie eine unbemannte Chargenproduktion ermöglichen
Bearbeitungsgenauigkeit und Effizienz von Werkzeugmaschinen
1. Der Rundlauffehler des Werkstücks liegt innerhalb von 0,003 mm;
2. Die Genauigkeit der Größe 2,0 wird innerhalb von ±0,005 mm kontrolliert;
3. Die Rundheit des Werkstücks liegt innerhalb von 0,003 mm;
4. Oberflächenrauheit < Ra0,4;





