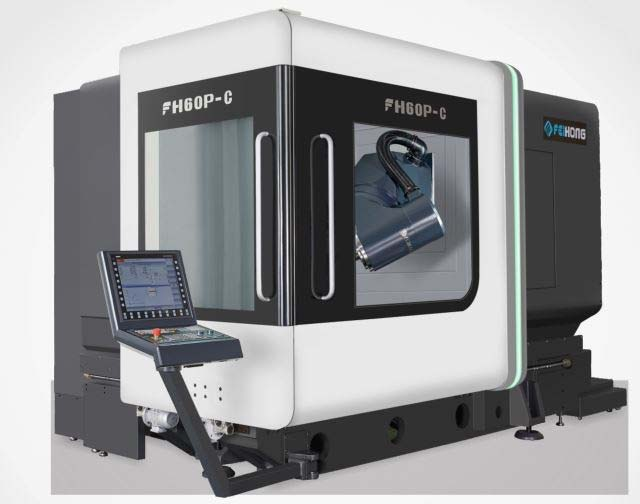
5-Achsen-Simultanfräsen Drehen 60P-C

Lieferumfang
Standardzubehör-Funktionstabelle (siehe Controller-Funktion für den elektrischen Steuerteil)
1. Siemens 840DSL-Controller
2. Markeneigener fünfachsiger Multifunktions-Schwenkkopf
3. Elektrospindel DGZX-24012/34B2-KFHWVJS
4. Automatisches Werkzeugwechselsystem HSK-A63 40 Werkzeugmagazin
5.X/Y/Z hohler Kühlkugelumlaufspindelantrieb
6. Rollenlinearschlitten (jeweils 2 für die X-/Y-/Z-Achse) – BOSCH REXROTH
7. Dreiachsiges, vollständig geschlossenes optisches X/Y/Z-Lineal
8. Temperaturkontrollgerät für den Schaltkasten
9. Spindelkühler
10. Spiralspänewalzgerät und hinterer Eisenspäneförderer, Eisenspänewagen
11. Wasser aus der Mitte der Spindel, ringförmiger Wasserstrahl
12. Blasen Sie Luft in die Mitte der Spindel und in den Ring.
13. Die fünfachsige Mondsichel bläst Wasser, und die Mondsichel bläst Luft.
14. 1 Sicherheitsverriegelungstyp für vordere und seitliche Arbeitstüren
15. Spindelzirkulationskühlgerät.
16. Wasserdicht funktionierende Leuchtstofflampe
17. Hydraulisches Stationsgerät
18. Renishaw OMP60 Infrarot-Messtastereinheit
19. Renishaw Laser-Werkzeugeinstellgerät
20. Zentralisierte automatische Zufuhrschmiervorrichtung
21. Bedienseitige Reinigungswasserpistole und Luftschnittstelle
22. Kühlsystem der Schneidflüssigkeit
23. Vollständig geschlossenes Schutzblech
24. Bedienbox
25. Der Schaltkasten ist mit einer Klimaanlage ausgestattet
26. Elektronisches Handrad von Siemens
27. Fußbetätigter Spindelwerkzeug-Freigabeschalter
28. Fundamentausgleichsplatten und Fundamentschrauben
29. Einstellwerkzeuge und Werkzeugkästen
30. Technisches Handbuch
Parameter
| Modell | Einheit | FH60P-C |
| Reisen | ||
| Verfahrweg der X-Achse | mm | 600 |
| Verfahrweg der Y-Achse | mm | 800 |
| Verfahrweg der Z-Achse | mm | 600 |
| Abstand von der Spindelnase zur Arbeitstischoberfläche | mm | 150-750 |
| Horizontaler Fräskopf | mm | 30-630 |
| Vorschub/schnelle Bewegungsgeschwindigkeit | m/min | 40 |
| Vorschubkraft | KN | 10 |
| Rundtisch (C-Achse) | ||
| Größe des Arbeitstisches | mm | Ø630 |
| Max. Tischbelastung (Mühle) | kg | 2000 |
| Max. Tischbelastung (Drehen) | kg | 1000 |
| Rotray-Tisch | U/min | 60 |
| Arbeitstisch zum Fräsen/Drehen (Kombinationsfräsen und -drehen) | U/min | 600 |
| Minimaler Teilungswinkel | ° | 0,001 |
| Modell | Einheit | FH80P-C |
| Nenndrehmoment | Nm | 807 |
| maximales Drehmoment | Nm | 1430 |
| CNC-Schwenkfräskopf (B-Achse) | ||
| Schwenkbereich (0=Vertikal/180=Niveau) | ° | -15~180 |
| Hohe Bewegungs- und Vorschubgeschwindigkeit | U/min | 80 |
| Minimaler Teilungswinkel | ° | 0,001 |
| Nenndrehmoment | Nm | 743 |
| maximales Drehmoment | Nm | 1320 |
| Spindel (Fräsen und Drehen) | ||
| Spulengeschwindigkeit | U/min | 12000 |
| Spindelleistung | Kw | 34/42 |
| Spindeldrehmoment | Nm | 132/185 |
| Spindelkegel |
| HSKA63 |
| Abstand von Spindelmitte zu Oberfläche der Trägerführung | mm | 1064,5 |
| Modell | Einheit | FH60P-C |
| Werkzeugmagazin | ||
| Tool-Schnittstelle |
| HSKA63 |
| Kapazität des Werkzeugmagazins | Stck | 40 |
| Max. Werkzeugdurchmesser/Länge/Gewicht |
| Ø85/300/8 |
| Werkzeugwechsel (Werkzeug zu) | S | 1.8 |
| Messgerät | ||
| Infrarotsonde | Rensishaw OMP60 | |
| Werkzeugerkennungsinstrument im Bearbeitungsbereich |
| Rensishaw NC4F230 |
| Verarbeitungskapazität |
|
|
| Max. Bohrdurchmesser (mittlerer Stahl) |
| Ø40 |
| Max. Gewindebohrdurchmesser (mittlerer Stahl) |
| M24 |
| Max. Fräsdurchmesser (mittlerer Stahl) |
| 250 |
| Positionsgenauigkeit (ISO230-2 und VDI3441) | ||
| X/Y/Z-Positionierungsgenauigkeit | mm | 0,005 |
| X/Y/Z Wiederholgenauigkeit der Positionierung | mm | 0,004 |
| B/C-Positionierungsgenauigkeit |
| 8" |
| B/C Wiederholgenauigkeit der Positionierung |
| 4" |
| Modell | Einheit | FH80P-C |
| CNC-Steuerung |
|
|
| Kontrollsystem |
| Siemens840D |
| Andere |
|
|
| Maschinenhöhe (allgemeine Maschine) | mm | 2985 |
| Belegter Bereich für die Hauptmaschine (L*B) | mm | 4300x2600 |
| Belegter Bereich für Werkzeugmagazin (L*B) | mm | 2100x1250 |
| Belegte Fläche für den Späneförderer (L*B) | mm | 3070x1065 |
| Belegte Fläche für den Wassertank (L*B) | mm | 1785x1355 |
| Gesamtfläche der kompletten Maschine (L*B) | mm | 5200x3550 |
| Maschinengewicht | Kg | 15000 |
Maschine CNCRegler
| Kontrollsystem | Siemens 840DSL (Motor und Antrieb) | ||
| Anzahl der Steuerachsen | 5-Achsen-Simultanfräsen/Drehen (NC-Achse + Spindel, BC-Achse) | ||
| Gleichzeitige Steuerung von 5 Achsen Gleichzeitiges Fräsen mit Drehen | Positionierungsachse | Standard X, Y, Z, B, C | |
| Interpolation | gerade Linie | X-, Y-, Z-, B-, C-Achsen (X, Y, Z, B, C können kompensiert werden) | |
| Bogen | X-, Y-, Z-, B-, C-Achsen (X, Y, Z, B, C können kompensiert werden) | ||
| Mindestunterrichtseinheit | 0,001 um | ||
| minimale Steuereinheit | 0,1 nm | ||
| zeigen | 19LCD | ||
| Motor | Dreifache Überlastfähigkeit mit Absolutwertgeber (Geberposition geht nie verloren) | ||
| Externe Kommunikationsfunktion | Ethernet- und RS232C-Schnittstelle | ||
| Betriebsmodus | MDI, Auto, Manuell, Handrad, Ursprung (absolut), REPOS | ||
| programmatisch | Online-ISO-Spracheditor | ||
| Maximale Speicherkapazität für die SPS-Programmierung | 2048 KB | ||
| Interpolationsfunktion | Gerade Linien, Kreise durch und durch Mittelpunkte, Spiralen, feine Flächen, hohe Geschwindigkeitseinstellungen usw. | ||
| Anzahl der Werkzeugkorrekturen | 512 Gruppen | ||
| Handradvergrößerung | 0,1/0,01/0,001 mm | ||
| Minimale Einstell- und Bewegungseinheiten | 1um/X,Y,Z | ||
| Datenspeicherung | Speicherdaten gehen beim Ausschalten niemals verloren | ||
| Vorschubgeschwindigkeit | 0%-150% | ||
| Schnelle Vorwärtsvergrößerung | 0 %–100 % | ||
| Eingabe- und Ausgabeschnittstelle | Ethernet- und RS232C-Schnittstelle, CF-Karte, USB-Speichersicherung | ||
| Sprache | Chinesisch und Englisch | ||
Standardkonfigurationsmenge
| No | Zubehörname | Einheit | Menge |
| 1 | Fußschalter | Satz | 1 |
| 2 | Hydraulischer Spannmechanismus | Satz | 1 |
| 3 | Zentralschmiergerät | Satz | 1 |
| 4 | Kühlsystem | Satz | 1 |
| 5 | Arbeitslampe | Satz | 1 |
| 6 | Dreifarbiges Licht | Satz | 1 |
| 7 | horizontale Brücke | Stck | 1 |
| 8 | Befestigungen für Werkzeugmaschinen | Satz | 1 |
| 9 | Standard-Werkzeugpaket | Satz | 1 |
| 10 | Sicherheitstürschloss | Satz | 1 |
| 11 | Fundamentsatz | Satz | 1 |
| 12 | Installieren Sie das Einstellwerkzeug | Satz | 1 |
| 13 | Starres Gewindeschneiden und Mehrpunktpositionierung der Spindel | Satz | 1 |
| 14 | Schneckenförderer und automatische Spanabfuhrmaschine | Satz | 1 |
| 15 | Standard-Hydrauliksystem | Satz | 1 |
Teilekonfiguration auslagern
| Name des Hauptzubehörs | Herkunft | Marke | Anmerkung |
| CNC-System | Deutschland | Siemens | Siemens 840DSL |
| Spindelmotor | China | Hao Zhi |
|
| X-, Y-, Z-Achsen-Servomotor | Deutschland | Siemens |
|
| Spindel | Joint Venture | Eigenmarke | Übernahme des deutschen FAG-Lagers |
| Spindellager | Deutschland | KIPPE |
|
| Schraubenlager | Deutschland | KIPPE |
|
| Linearführungen | Deutschland | Rexroth | Genauigkeit auf höchstem Niveau |
| Kugelumlaufspindel | Taiwan | HIWIN | Schleifgrad C3 |
| Hydraulische Komponenten | China | Eigenmarke |
|
| automatisches Schmiersystem | China | Proton |
|
| Kühlsystem | China | Eigenmarke |
|
| Lichtsystem | China | Owen |
|
| Warnlicht | China | Owen |
|
| elektrisch | Frankreich Deutschland | Schneider/Siemens |
|
| Schutz der Energiekette | China | Junhong |
|
| Steuerkabel | Deutschland | Lepurnani |
|
Hauptmaschinenspezifikationen |Optimale starre Strukturkonfiguration
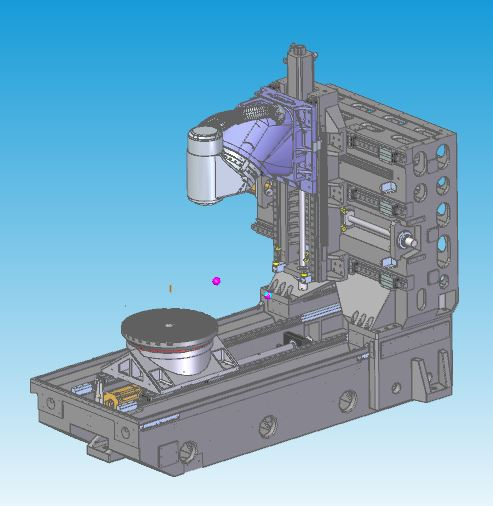
Designmerkmale |Bestes Design für die mechanische Drahtgussanalyse
Vollkastenförmige thermosymmetrische Gussstruktur aus hochwertigem Gusseisen der Güteklasse Meehanna
Temperierungs- und natürliche Alterungsbehandlung zur Beseitigung von innerem Stress
Strukturelle Eigenfrequenzschwingungen eliminieren Materialbearbeitungsstress
Großflächiges, hochsteifes Säulendesign mit Vollwand, das die Steifigkeit sowie die statische und dynamische Genauigkeit effektiv verbessert
Dreiachsiger Hohlkühlschneckenantrieb
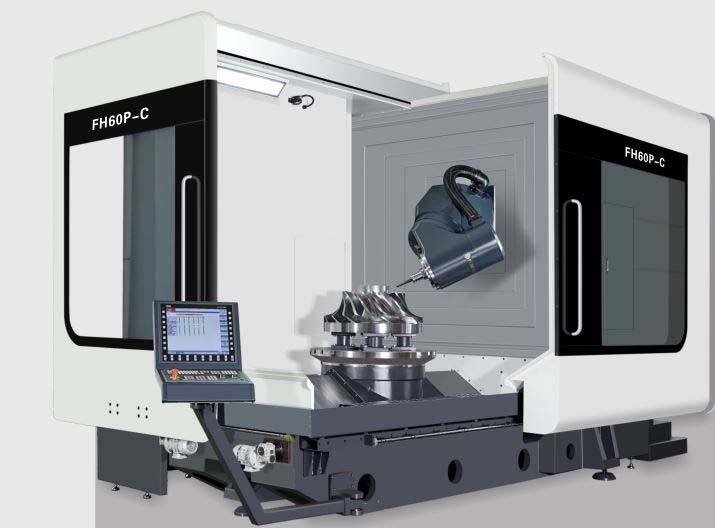
CNC-Schwenkfräskopf (B-Achse)


Design-Merkmale
Eingebauter DD-Motor, Null-Übertragungskette, spielfreies Design
Hohe Beschleunigungseigenschaften
Die kürzeste Spanne zwischen dem Werkzeugspitzenpunkt der Spindel und dem strukturellen Stützpunkt sorgt für maximale Steifigkeit beim Schneiden
Größere YRT-Lager erhöhen die Steifigkeit
Ausgestattet mit dem hochpräzisen HEIDENHAIN-Drehgeber-Messsystem und vollständiger Regelung, um höchste Genauigkeit zu gewährleisten
Spindel- und B-Achsen-Kühlsystemdesign zur Reduzierung der Wärmeübertragung
Rundtisch (C-Achse)

Design-Merkmale
Eingebauter DD-Motor, Null-Übertragungskette, spielfreies Design
Hohe Reaktionseigenschaften bei Beschleunigung und Verzögerung
Größere YRT-Lager erhöhen die Steifigkeit
Großes Nennantriebsmoment, Positionierung und Bearbeitung mit Tischpositionier- und Spannvorrichtung
Erfüllen Sie die beiden Bearbeitungsanforderungen Fräsen und Fräsdrehen, reduzieren Sie die Werkstückhandhabung und verbessern Sie die Produktgenauigkeit
Ausgestattet mit dem hochpräzisen HEIDENHAIN-Drehgeber-Messsystem und vollständiger Regelung, um höchste Genauigkeit zu gewährleisten
Kühlsystemdesign zur Reduzierung der Wärmeübertragung
Hebbarer Werkzeugsetzer

Design-Merkmale
Ausgestattet mit dem berührungslosen Laser-Werkzeugeinstellgerät Ransishaw NC4F230 für höhere Präzision
Automatische Werkzeugeinstellung an der Maschine, automatische Aktualisierung der Werkzeugkompensation
Das Werkzeugeinstellgerät kann angehoben und abgesenkt werden, um Platz auf der Bearbeitungsfläche zu sparen
Die vollständig versiegelte Blechkonstruktion schützt den Werkzeugeinspanner während der Bearbeitung vor Wasser und Eisenspänen
Infrarotsonde
Design-Merkmale
Ausgestattet mit dem optischen Tastsystem Ransishaw OMP60
Werkstückausrichtung und Größenprüfung auf der Maschine reduzieren manuelle Prüffehler, verbessern die Produktgenauigkeit und Verarbeitungseffizienz
90 % Einsparung der Zeit für den Kundendienst an der Maschine
Sicherheitsschutzblech