






Top-Lieferanten China Hochleistungsdrehmaschine mit Schleifscheibe zum Drehen von Metallurgie-Walzenzylindern
Wir setzen weiterhin auf „Hohe Qualität, schnelle Lieferung, wettbewerbsfähige Preise“ und haben nun eine langfristige Zusammenarbeit mit Verbrauchern aus dem In- und Ausland aufgebaut und erhalten erhebliche Kommentare neuer und bestehender Kunden für Top-Lieferanten China-Hochleistungsdrehmaschine mit Schleifscheibe Für das Drehen von Metallurgie-Walzenzylindern laden wir mit offenen Armen alle interessierten Käufer ein, unsere Webseite zu besuchen oder uns sofort anzurufen, um weitere Informationen zu erhalten.
Wir setzen auf „Hohe Qualität, schnelle Lieferung, wettbewerbsfähige Preise“ und haben eine langfristige Zusammenarbeit mit Verbrauchern aus dem In- und Ausland aufgebaut, für die wir von neuen und alten Kunden substanzielle Kommentare erhaltenChina CNC-Drehmaschine, Horizontale Drehmaschine, Sonderanfertigungen mit unterschiedlicher Qualität und besonderem Design des Kunden sind akzeptabel. Wir freuen uns auf eine gute und erfolgreiche Zusammenarbeit mit langfristigen Geschäftsbeziehungen mit Kunden auf der ganzen Welt.
Analyse der Automobilachstechnologie

Automobilachse
Die Achsen mit Rädern auf beiden Seiten des Fahrgestells (Rahmens) werden zusammenfassend als Automobilachsen bezeichnet, und die Achsen mit Fahrfähigkeit werden im Allgemeinen als Achsen bezeichnet. Der Hauptunterschied zwischen beiden besteht darin, ob sich in der Mitte der Achse (Achse) ein Antrieb befindet. In dieser Arbeit wird die Pkw-Achse mit Antriebseinheit Pkw-Achse genannt, das Fahrzeug ohne Antrieb Pkw-Achse, um den Unterschied zu verdeutlichen.
Mit der steigenden Nachfrage nach Logistik und Transport wird die Überlegenheit von Pkw-Achsen, insbesondere Anhängern und Sattelaufliegern, im professionellen Transport- und Spezialeinsatz immer offensichtlicher und die Marktnachfrage ist deutlich gestiegen.
Diese Technologie analysiert den Bearbeitungsprozess der Achse und soll Kunden bei der Auswahl einer geeigneteren CNC-Maschine helfen.


Klassifizierung der Pkw-Achse:
Die Achstypen unterscheiden sich je nach Bremstyp und werden unterteilt in: Scheibenbremsachsen, Trommelbremsachsen usw.
Je nach Größe der Wellendurchmesserstruktur wird sie unterteilt in: amerikanische Achse, deutsche Achse; usw.
Je nach Form und Struktur wird es unterteilt in:
das Ganze: massive Vierkantrohrachse, hohle Vierkantrohrachse, hohle Rundachse;
Geteilter Körper: Schaftkopf + Hohlschaftrohrschweißung.
Vom Verarbeitungsinhalt der Achse hängen die Voll- und Hohlachsen mit der Auswahl der Verarbeitungsausrüstung zusammen.
Im Folgenden wird der Produktionsprozess der gesamten Achse (auch unterteilt in Voll- und Hohlachse; Vierkantrohr und Rundrohr) und der geteilten Achse (Voll- und Hohlwellenkopf + Hohlwellenrohrschweißen) analysiert, insbesondere der Bearbeitungsprozess analysiert, um die passendere Maschine besser auswählen zu können.
Produktionsprozess und Maschine für Automobilachsen:
1. Der traditionelle Herstellungsprozess der Gesamtachse:

Für den oben genannten Achsenproduktionsprozess sind mindestens drei Arten von Werkzeugmaschinen erforderlich, um die Bearbeitung abzuschließen: Fräsmaschine oder doppelseitige Bohrmaschine, CNC-Drehmaschine, Bohr- und Fräsmaschine und CNC-Drehmaschine, die umgedreht werden muss (einige Kunden haben dies getan). gewählte Doppelkopf-CNC-Drehmaschine). Bei der Gewindebearbeitung gilt: Wenn der Schaftdurchmesser abgeschreckt wird, erfolgt die Bearbeitung nach dem Abschrecken; Wenn keine Abschreckung erfolgt, erfolgt die Bearbeitung in OP2 und OP3, und die Werkzeugmaschinen der Folge OP4 und OP5 entfallen.

Aus dem neuen Produktionsprozess können die für die Bearbeitung verwendete Fräsmaschine (Vollachse) oder die doppelseitige Bohrmaschine (Hohlachse) plus CNC-Drehmaschine, das traditionelle OP1-Fräsen, OP2, OP3-Drehsequenz und sogar OP5-Bohr- und Fräsen ersetzt werden durch die Doppelend-CNC-Drehmaschine OP1.
Bei Vollachsen, bei denen der Wellendurchmesser kein Abschrecken erfordert, können alle Bearbeitungsinhalte in einer Aufspannung durchgeführt werden, einschließlich des Fräsens von Keilnuten und des Bohrens von Radiallöchern. Bei Hohlachsen, bei denen der Wellendurchmesser kein Abschrecken erfordert, kann der automatische Umrüstspannstandard in der Werkzeugmaschine realisiert werden und der Bearbeitungsinhalt kann von einer Werkzeugmaschine erledigt werden.
Durch die Auswahl spezieller CNC-Drehmaschinen mit doppelseitigen Achsen zur Bearbeitung der Achsen wird der Bearbeitungsweg erheblich verkürzt, und auch die Art und Anzahl der ausgewählten Werkzeugmaschinen wird reduziert.
3. Produktionsprozess für geteilte Achsen:

Aus dem oben genannten Prozess kann die Bearbeitungsausrüstung des Achsrohrs vor dem Schweißen auch als Doppelend-CNC-Drehmaschine ausgewählt werden. Für die Bearbeitung der Achse nach dem Schweißen sollte die spezielle CNC-Drehmaschine für Doppelendachsen die erste Wahl sein: gleichzeitige Bearbeitung an beiden Enden, hohe Bearbeitungseffizienz und gute Bearbeitungsgenauigkeit. Müssen die Keilnut und das Radialloch an beiden Enden der Achse bearbeitet werden, kann die Maschine auch mit einem Elektrowerkzeughalter ausgestattet werden, um die anschließende Keilnut und das Radialloch gemeinsam zu bearbeiten.
4.Der Vorteil und die Funktion der neuen Prozessauswahlmaschine:
1) Konzentration des Prozesses, Verkürzung der Werkstückspannzeiten, Verkürzung der Nebenbearbeitungszeit, Nutzung der Simultanbearbeitungstechnologie an beiden Enden, die Produktionseffizienz wird deutlich verbessert.
2) Durch einmaliges Spannen und gleichzeitige Bearbeitung an beiden Enden wird die Bearbeitungsgenauigkeit und Koaxialität der Achse verbessert.
3) Verkürzen Sie den Produktionsprozess, reduzieren Sie den Teileumschlag am Produktionsstandort, verbessern Sie die Effizienz der Nutzung des Standorts und helfen Sie, die Organisation und das Management der Produktion zu verbessern.
4) Durch den Einsatz hocheffizienter Verarbeitungsgeräte kann es mit Be- und Entladevorrichtungen und Lagervorrichtungen ausgestattet werden, um eine vollautomatische Produktion zu erreichen und die Arbeitskosten zu senken.
5) Das Werkstück wird in der Zwischenposition eingespannt, die Einspannung ist zuverlässig, das zum Schneiden der Werkzeugmaschine erforderliche Drehmoment ist ausreichend und es können große Drehmengen ausgeführt werden.
6) Die Werkzeugmaschine kann mit einer automatischen Erkennungsvorrichtung, insbesondere für die Hohlachse, ausgestattet werden, die eine gleichmäßige Dicke der Achse nach der Bearbeitung gewährleisten kann.
7) Wenn bei Hohlachsen die Innenlöcher an beiden Enden des OP1-Sequenzers fertig sind, verwendet der traditionelle Kunde ein Ende zum Anheben der Klemme und das andere Ende, um den Reitstock zum Festziehen des Werkstücks zum Drehen zu verwenden, aber die Größe von Das innere Loch ist anders. Für das kleinere Innenloch reicht die Anzugssteifigkeit nicht aus, das obere Anzugsdrehmoment reicht nicht aus und ein effizientes Schneiden kann nicht durchgeführt werden.。
Bei der neuen Doppelseitendrehmaschine, der Hohlachse, schaltet die Maschine automatisch den Spannmodus um, wenn die Innenlöcher an beiden Enden des Fahrzeugs fertig sind: Die beiden Enden werden zum Festziehen des Werkstücks verwendet, und der mittlere Antrieb lässt das Werkstück schweben Drehmoment zu übertragen.
8) Der Spindelstock mit eingebauter hydraulischer Werkstückspannung kann in Z-Richtung der Maschine bewegt werden. Der Kunde kann die Position im mittleren Vierkantrohr (Rundrohr), die Position der Bodenplatte und die Position des Wellendurchmessers der Achse nach Bedarf festlegen.
5. Schlussfolgerung:
Vor diesem Hintergrund bietet der Einsatz von Doppelend-CNC-Drehmaschinen zur Bearbeitung von Automobilachsen erhebliche Vorteile gegenüber herkömmlichen Verfahren. Es handelt sich um eine fortschrittliche Fertigungstechnologie, die herkömmliche Werkzeugmaschinen hinsichtlich Produktionsprozess und Maschinenstruktur ersetzen kann.
Der Mittelteil von
6.Achs-Kundenkoffer

Spezielle Doppelendachsen-CNC-Drehmaschine Einführung
Achsbearbeitungsbereich: ∮50-200 mm, □50-150 mm, Bearbeitungslänge: 1000-2800 mm
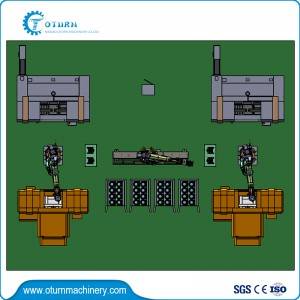
Maschinenstruktur und Leistungseinführung
Die Werkzeugmaschine verfügt über eine 45°-Schrägbettanordnung, die eine gute Steifigkeit und eine einfache Spanabfuhr bietet. Der Spindelstock mit Zwischenantriebsklemmfunktion ist in der Mitte des Bettes angeordnet, die beiden Werkzeughalter sind auf beiden Seiten des Spindelkastens angeordnet. Die minimale Einspannlänge der Maschine beträgt 1200 mm und die maximale Bearbeitungslänge beträgt 2800 mm. Die Rollführung wird übernommen, und jede Servovorschubwelle nimmt eine Kugelumlaufspindel mit hoher Stummschaltung an, und die elastische Kupplung ist direkt verbunden, und das Geräusch ist gering, die Positionierungsgenauigkeit und die wiederholte Positionierungsgenauigkeit sind hoch.
■Die Maschine ist mit einer Zweikanalsteuerung ausgestattet. Die beiden Werkzeughalter können gleichzeitig oder separat mit der Spindel verbunden werden, um eine gleichzeitige oder sequentielle Bearbeitung der beiden Enden des Teils durchzuführen.
■Die Maschine ist mit einem Doppelspindelstock ausgestattet. Der Hauptspindelstock ist in der Mitte des Bettes befestigt und der Servomotor versorgt die Hauptwelle über den Zahnriemen mit Strom. Der Unterspindelkasten ist koaxial zum Hauptspindelkasten auf der unteren Führungsschiene der Werkzeugmaschine installiert und kann vom Servomotor axial bewegt werden, um das Be- und Entladen von Teilen zu erleichtern, und es ist bequem, verschiedene Klemmungen einzustellen Positionen. Bei der Bearbeitung von Teilen wird die Gegenspindelbasis mit der Maschinenschiene verriegelt. Die koaxiale Genauigkeit der beiden Spindelstöcke wird durch den Herstellungsprozess gewährleistet, was zu einer höheren Rundlaufgenauigkeit der bearbeiteten Teile führt.


■Der Spindelstock integriert das Spindelsystem, die Vorrichtung und das Ölverteilungssystem und verfügt über eine kompakte Struktur und einen zuverlässigen Betrieb. Der konkrete Spanndurchmesser und die Breite des Spindelkastens richten sich nach den Achsteilen des Kunden.
Der Hauptspindelstock wird durch zwei Riemen- und Getriebestufen abgebremst, sodass die Spindel ein großes Drehmoment abgeben kann. Am linken Ende des Hauptspindelstocks und am rechten Ende des Nebenspindelstocks ist jeweils eine Klemme angebracht, um die Klemmung der Teile zu ermöglichen. Wenn der Hauptspindelstock die Teile in Drehung versetzt, drehen sich die Spannteile der Unterspindelstockklemme mit dem Hauptspindelstock.



Die Vorrichtung ist mit drei Radialzylindern ausgestattet (vier Radialzylinder, wenn sowohl das Rundmaterial als auch das Vierkantmaterial eingespannt werden), der Kolben wird durch den Hydraulikdruck hin- und herbewegt und die Klauen sind am Ende des Kolbens installiert, um die selbsttätige Bewegung zu realisieren. Zentrierung der Teile. Spannen. Der Austausch der Krallen ist bei einem Teilewechsel schnell und einfach möglich. Die Spannkraft wird durch den Hydraulikdruck des Hydrauliksystems eingestellt. Wenn das Teil bearbeitet wird, dreht sich die Klemme mit der Hauptwelle und das Ölverteilungssystem versorgt die Klemme mit Öl, sodass die Klemme während der Drehung über eine ausreichende Klemmkraft verfügt. Die Klemme hat die Vorteile einer großen Klemmkraft und eines großen Klauenhubs.
■Um das Problem einer gleichmäßigen Wandstärke nach der Hohlachsbearbeitung des Kunden zu lösen, kann die Maschine mit einer automatischen Werkstückinspektionseinrichtung ausgestattet werden. Nachdem die Achsklemmung abgeschlossen ist, erkennt das Werkstück automatisch, dass der Messtaster ausfährt und misst die Position des Werkstücks; Nach Abschluss der Messung fährt das Gerät in den geschlossenen Raum zurück.


Für verschiedene Bearbeitungsprozesse von Hohlachsen kann, wenn die Lagerposition als Spannreferenz verwendet wird, die Maschinenstruktur mit automatischer Klemmung und Klemmung ausgewählt werden, und der programmierbare Reitstock ist auf beiden Seiten der Haupt- und Hilfsspindelköpfe vorgesehen, um die Anforderungen zu erfüllen Anforderungen einer Maschine. Es wird erwartet, dass die Verarbeitung von zwei Schritten gleichzeitig abgeschlossen wird. Gleichzeitig stehen den Teilen des automatischen Be- und Entladens mehr und bessere Auswahlmöglichkeiten zur Verfügung.
■Die linken und rechten Werkzeughalter können mit gewöhnlichen rotierenden Werkzeughaltern oder elektrischen Revolvern ausgestattet werden. Sie verfügen über Bohr- und Fräsfunktionen, mit denen das Bohren und Fräsen wichtiger Teile durchgeführt werden kann.
■Die Werkzeugmaschine ist vollständig geschlossen und mit einer automatischen Schmiervorrichtung und einer automatischen Spanabfuhrvorrichtung (vorne) ausgestattet. Es verfügt über eine gute Schutzleistung, ein schönes Aussehen, eine einfache Bedienung und eine bequeme Wartung.
■Die detaillierten Maschinenspezifikationen und -konfigurationen werden entsprechend den Achsanforderungen und Kundenanforderungen festgelegt und werden hier nicht wiederholt.



Dank für Ihre Aufmerksamkeit!Wir setzen weiterhin auf „Hohe Qualität, schnelle Lieferung, wettbewerbsfähige Preise“ und haben nun eine langfristige Zusammenarbeit mit Verbrauchern aus dem In- und Ausland aufgebaut und erhalten erhebliche Kommentare neuer und bestehender Kunden für Top-Lieferanten China-Hochleistungsdrehmaschine mit Schleifscheibe Für das Drehen von Metallurgie-Walzenzylindern laden wir mit offenen Armen alle interessierten Käufer ein, unsere Webseite zu besuchen oder uns sofort anzurufen, um weitere Informationen zu erhalten.
Top-Lieferanten China CNC-Drehmaschine, horizontale Drehmaschine, Sonderanfertigungen sind mit unterschiedlicher Qualität und speziellem Kundendesign möglich. Wir freuen uns auf eine gute und erfolgreiche Zusammenarbeit mit langfristigen Geschäftsbeziehungen mit Kunden auf der ganzen Welt.
Senden Sie Ihre Nachricht an uns:
Produktkategorien
-
Fabrik, die China Milling-Alternative für Su ... herstellt
-

China-Hersteller für China 6″ Ecomonic ...
-
OEM China China CNC-Festträger Universal Typ G ...
-

Hersteller für hochwertige CNC-Portale in China ...
-

Professionelle China China 370mm Rohrgewindeschneide...
-
Hoch angesehenes einphasiges Ventil von China Medical ...